The Air Separation Unit (ASU) remains indispensable across various industries due to the increasing demand for industrial gases. It offers a reliable and efficient method to produce gases at precise purity levels. The air separation process is notably cost-effective, delivering high-purity gases in large quantities, which leads to economies of scale and reduced production costs per unit over time.
But what exactly is an ASU, how does it operate, and what are its primary applications? Here’s a comprehensive guide to the ASU, drawing from our expertise in cryogenic engineering and the design and manufacturing of these systems.
But what exactly is an ASU, how does it operate, and what are its primary applications? Here’s a comprehensive guide to the ASU, drawing from our expertise in cryogenic engineering and the design and manufacturing of these systems.
What Is an Air Separation Unit?
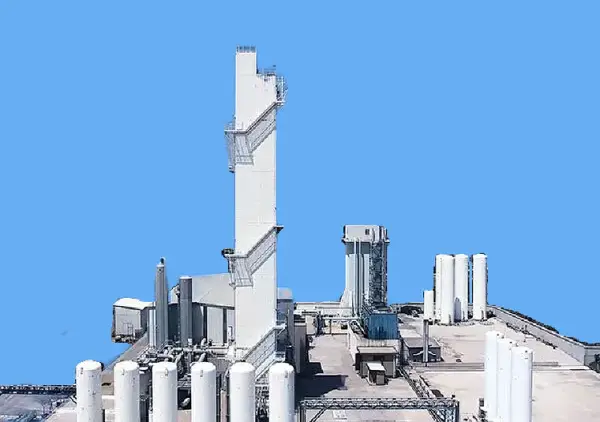
An Air Separation Unit (ASU) is an industrial facility designed for the separation of atmospheric air into its primary components, including nitrogen, oxygen, and in some cases, argon and other rare gases. These units typically consist of components such as air compressors, an air purification system, heat exchangers, cryogenic cooling systems, and distillation columns, among others.
How Does an Air Separation Unit Work?
Fractional distillation stands as the primary method employed by Air Separation Units (ASUs) for various separation processes.
The ASU operates on the fundamental principle of separating air through liquefaction and distillation processes. Here's a simplified overview of how an ASU typically functions:
- Compression: Atmospheric air enters the ASU and passes through compressors to increase its pressure. This step prepares the air for efficient cooling and separation processes, typically achieving pressures ranging from 5 to 10 bar gauge.
- Purification: The compressed air undergoes purification to remove impurities such as moisture, carbon dioxide, and trace contaminants. This purification step ensures high-purity gases and prevents issues like equipment freezing or blockages in cryogenic equipment.
- Cooling: The purified and compressed air is cooled to cryogenic temperatures using heat exchangers and refrigeration cycles. This cooling process liquefies the air, leveraging the differing boiling points of its components.
- Separation: The cooled, liquefied air enters a distillation column or series of columns where it is separated into its primary components based on their varying boiling points:
- Nitrogen, with a boiling point of -196°C (-321°F), separates from oxygen, which boils at -183°C (-297°F).
- If argon is being separated, it has an even lower boiling point of -186°C (-303°F).As the air rises through the column, each component evaporates at its specific boiling point. Oxygen-rich vapor ascends to the top of the column, while nitrogen-rich liquid accumulates at the bottom. Argon, if present, is typically extracted at an intermediate point within the column.
- Collection, Storage, and Delivery: The separated gases are collected and stored in pressurized or cryogenic storage tanks. From there, the gases are distributed to various industries and applications according to their specific purity requirements.
Throughout these operations, the ASU ensures efficient operation through tight integration of heat exchangers and distillation columns, optimizing the separation process.
Applications of an ASU
The applications of an Air Separation Unit (ASU) span across various industries and are crucial for meeting the demand for industrial gases. Here's an overview of the key applications:
- Steel Industry: ASUs are extensively used in the steel industry to provide oxygen for the basic oxygen steelmaking process. Oxygen-enriched air improves combustion efficiency and reduces emissions in steel production.
- Chemical Industry: ASUs supply nitrogen, oxygen, and other industrial gases used in chemical manufacturing processes. Nitrogen is often employed for blanketing and inerting applications to prevent oxidation and ensure product quality.
- Medical and Healthcare: Oxygen produced by ASUs is critical for medical applications, including respiratory therapy, medical gases for hospitals, and oxygen therapy for patients.
- Food and Beverage: Nitrogen and carbon dioxide produced by ASUs are utilized in food packaging to extend shelf life, prevent spoilage, and maintain product freshness. They are also used in beverage carbonation processes.
- Electronics and Semiconductor Manufacturing: Ultra-high purity nitrogen and oxygen are essential in semiconductor fabrication to create clean environments and prevent contamination during manufacturing processes.
- Oil and Gas Industry: ASUs provide nitrogen for various applications in the oil and gas sector, including blanketing storage tanks to prevent explosions and purging pipelines.
- Environmental Applications: ASUs supply gases for environmental protection applications such as wastewater treatment, landfill gas management, and emission control technologies.
- Aerospace and Aviation: ASUs supply high-purity gases for aviation applications, including aircraft fuel tank inerting to reduce the risk of explosions and fire hazards.
- Glass Manufacturing: ASUs supply oxygen for combustion processes in glass manufacturing, which improves energy efficiency and reduces emissions.
- Metal Processing: ASUs provide gases for metal cutting, welding, and heat treatment processes in metal fabrication and automotive industries.
Z-Oxygen Intelligent Device, Experts in ASU Projects
With our deep expertise in cryogenic engineering, Z-Oxygen stands out as a premier supplier of cutting-edge air separation plants. Our strength lies in our ability to tailor solutions to the specific needs of each project, taking into account its entire lifecycle, potentials, and constraints.
Through the integration of advanced technologies and comprehensive engineering services, we have successfully designed, manufactured, and implemented a series of ASU projects that meet rigorous industry standards.
Our involvement spans from material procurement to equipment assembly, electrical and piping installations, and crucial processes like factory acceptance testing (FAT) for containerized ASU components. Our strength lies in meticulous planning, detailed drawings, precise calculations, and 3D modeling, enabling us to deliver customized, end-to-end solutions.
Furthermore, our production facility boasts a vast area of 14,000 square meters, equipped to handle large-scale manufacturing requirements.
Z-Oxygen is dedicated to meeting diverse air separation needs, particularly for oxygen and nitrogen. Our product portfolio covers a wide spectrum of the air separation industry, including large-scale cryogenic air separation systems, pressure swing adsorption (PSA) oxygen/nitrogen generators, and low-temperature storage tank systems. We also specialize in advanced production lines for intelligent control valves.
With extensive experience in international projects, we have successfully executed air separation solutions across various industries worldwide. Examples include cryogenic air separation plants in Russia, liquid oxygen storage tanks and gas stations in Turkey, PSA nitrogen generators in Thailand, oil-free compressors in South Africa, and containerized oxygen generators in Chile.
Through the integration of advanced technologies and comprehensive engineering services, we have successfully designed, manufactured, and implemented a series of ASU projects that meet rigorous industry standards.
Our involvement spans from material procurement to equipment assembly, electrical and piping installations, and crucial processes like factory acceptance testing (FAT) for containerized ASU components. Our strength lies in meticulous planning, detailed drawings, precise calculations, and 3D modeling, enabling us to deliver customized, end-to-end solutions.
Furthermore, our production facility boasts a vast area of 14,000 square meters, equipped to handle large-scale manufacturing requirements.
Z-Oxygen is dedicated to meeting diverse air separation needs, particularly for oxygen and nitrogen. Our product portfolio covers a wide spectrum of the air separation industry, including large-scale cryogenic air separation systems, pressure swing adsorption (PSA) oxygen/nitrogen generators, and low-temperature storage tank systems. We also specialize in advanced production lines for intelligent control valves.
With extensive experience in international projects, we have successfully executed air separation solutions across various industries worldwide. Examples include cryogenic air separation plants in Russia, liquid oxygen storage tanks and gas stations in Turkey, PSA nitrogen generators in Thailand, oil-free compressors in South Africa, and containerized oxygen generators in Chile.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}